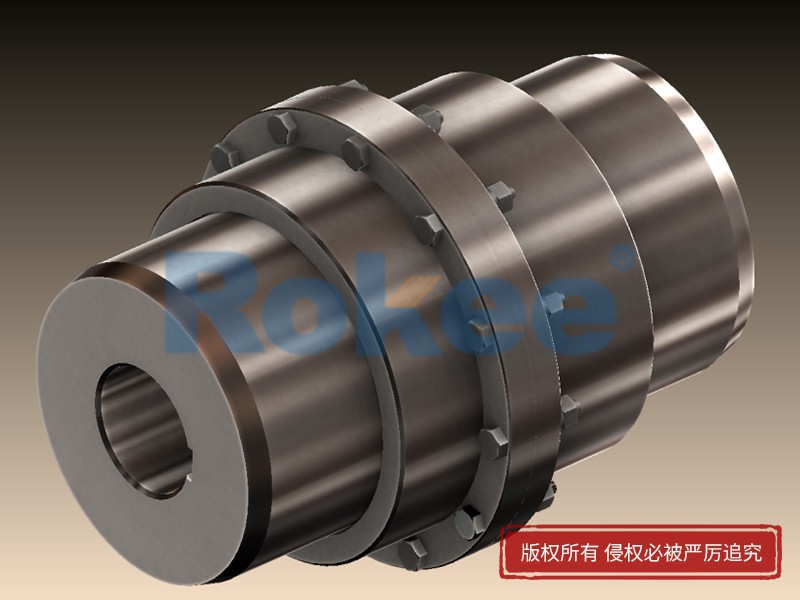
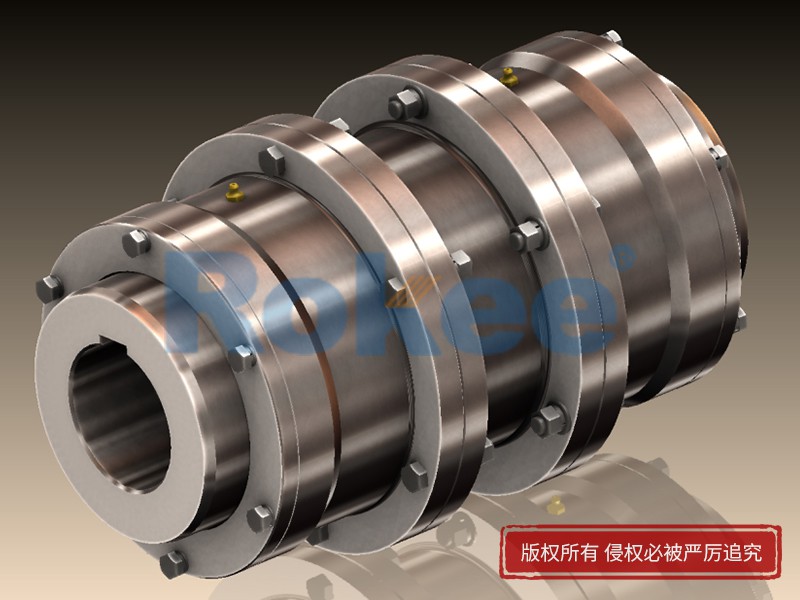
2020榮基鼓形齒式聯軸器如何保養生產加工
上一篇文章我們講解了《膜片聯軸器2020很多應用狀況》,這篇Rokee將接著講解《2020榮基鼓形齒式聯軸器如何保養生產加工》的相關知識:
優良的潤化是鼓形齒式聯軸器可以信賴運作的必需確保,也是緩解損壞。
在輪齒彎曲強度和軸頸觸碰輕微充足的標準下要以有很大的重疊度來明確齒寬,以防使構造規格多余地提升。一般齒寬指數為8-14。齒寬需有容許的輪齒地應力來明確,也要考慮到由斜齒齒輪傾斜角造成的發力點沿齒寬偏移所必須的總寬。
提升彭形齒式聯軸器使用期的有效途徑。齒寬指數危害傳動齒輪的輪齒彎曲強度和軸頸觸碰抗壓強度,齒寬指數越大,這兩項抗壓強度越大,齒寬指數危害重疊度,在齒寬指數低于一定值的范疇時,其值的擴大對重疊度提升危害很大,而取決于這一一定值時,其值的擴大對重疊度提升危害縮小,針對弧形鼓度曲線圖的彭形齒式聯軸器,齒寬還是明確鼓度圓半經也側隙的主要參數,齒寬越大,鼓度圓半經越大,所必須的側隙也越大,因而,必須下列閃光點規定:
傳動齒輪集中化荷載越低越好,而軸頸折射率與鼓度圓周率正相關,因而鼓度圓半經盡量大。鼓度曲線圖夾角與齒型一側減薄量正相關,因而鼓度圓半經應盡量大。鼓度曲線圖夾角與齒型一側減薄量正相關,即它與齒的齒合空隙相關,減薄量不夠很有可能會導致干預,減薄過多會消弱齒的抗壓強度,且會側隙非常大。
鼓(gu)形齒(chi)式聯軸器的(de)鼓(gu)型軸頸(jing)使(shi)內(nei)、外(wai)(wai)齒(chi)的(de)觸碰標準(zhun)獲得改(gai)進,防止了在角(jiao)速度(du)標準(zhun)下直齒(chi)齒(chi)端棱邊(bian)擠(ji)壓成型,應(ying)力(li)的(de)缺點,另外(wai)(wai)改(gai)進了軸頸(jing)磨(mo)擦、損壞(huai)情況,減(jian)少了噪音,檢修(xiu)時間長。外(wai)(wai)齒(chi)套齒(chi)端呈音響(xiang)喇叭樣子,使(shi)內(nei)、外(wai)(wai)齒(chi)裝(zhuang)拆十分便捷。
鼓(gu)形齒式(shi)聯軸器的生產(chan)(chan)加工一(yi)般有二種方式(shi) ,即變成生產(chan)(chan)加工法(fa)(fa)和線性生產(chan)(chan)加工法(fa)(fa):
變(bian)成生產(chan)加(jia)工(gong)法——齒(chi)機械加(jia)工(gong)鼓型(xing)齒(chi),齒(chi)坯除開(kai)作(zuo)旋轉健(jian)身運(yun)(yun)動(dong)外,另外相對(dui)性(xing)于數控刀片作(zuo)前行、倒(dao)退(tui)健(jian)身運(yun)(yun)動(dong)(運(yun)(yun)用操作(zuo)臺作(zuo)相對(dui)性(xing)于數控刀片的前行、倒(dao)退(tui)健(jian)身運(yun)(yun)動(dong)來(lai)做到),端(duan)銑刀豎直走刀,之前中國生產(chan)加(jia)工(gong)鼓型(xing)齒(chi)要用此方法。
線性生產(chan)加(jia)工(gong)法——齒(chi)(chi)機械加(jia)工(gong)鼓型(xing)齒(chi)(chi),齒(chi)(chi)坯只作(zuo)旋(xuan)轉健身運(yun)動,端銑刀管理(li)中心作(zuo)弧形健身運(yun)動,進行對(dui)齒(chi)(chi)坯的豎直(zhi)進給予水準走刀,滾齒(chi)(chi)機附加(jia)生產(chan)加(jia)工(gong)鼓型(xing)齒(chi)(chi)的端銑刀走刀組織時選用此(ci)方法,此(ci)類方式(shi) 現階段(duan)較常(chang)見。
Rokee 榮基工業科技(江蘇)有限公司(官網:5008517517.com)立足中國已經逾22年,多年以來我們一直努力實踐著我們創新和服務的企業運營理念服務于中國和全球許多合作伙伴,對質量和技術進步的追求使我們的發展也異常迅猛,成為知名的聯軸器產品和數控鍵槽加工中心技術服務的優質供應商。下一篇文章我們將為大家講解《怎樣增加彈性聯軸器的使用壽命》的相關知識。
本文由(you)Rokee 榮基(ji)工業科技(江蘇)有限(xian)公司于2020-09-19 08:36:39整理發布。
轉載請注明出處://5008517517.com/faq/523.html
 微信客服咨詢
微信客服咨詢
 微信咨詢
微信咨詢